|
һ�����ͼӹ���Ʒ: 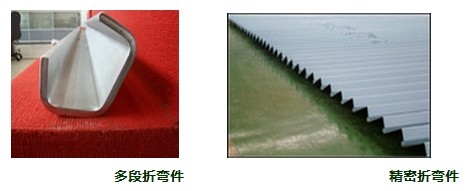
�������ͼӹ���ˇ����
�������ͼӹ���ˇ��B
(1)���P��䏝���ͼӹ�.
�����䏝�V�����ڲ��P䓱���͎�������������_�����������_ʽ�΄ӡ��Cе��Һ�����ӵģ���һ���M�L�Ĺ����_��ԓ�C�H�����aֱ�������������쾚�Ĺ����OӋ�ˆTҲ����ԓ�C���a�Π���s�IJ������䏝�_�������a�IJ����L��ȡ�Q�ڲ��P�ԭ������ͺͺ���Լ��C���Ĺ��ʺ����ܰ��b���ߵijߴ硣��Щ���͛_�����L11�ס��˜ʵ�900���䏝�_�����������a�L�Ȟ�9m����Ȟ�8.0mm�ĊW���w���P��䏝�������˱M�����Ͳ��P䓵IJ������䏝�_���Ĺ���ͨ�����t������12%�ğ���ģ������죬����߀��ʹ������Ĥ�������Mһ���ı��o��ʩ��
���������䏝�_����ͨ��ģ�����aС������ͨ�ò������ஔ�����ģ������ʹ�Ì���ģ�߁����a�����Π�Ҫ��IJ���������Ҫ�������������ģ�ӹ��M�ã��ԝM���佛���ԡ�
����(2)���P�݁܈���ͼӹ�.
����݁܈���ͷ�����ʹ��һ�M�B�m�C�ܰѲ��P�܈�ɏ��s�Π�ĮaƷ���m���ڰ�ĺͮ��;��ĵ����a��܈݁������ǰ����aƷ�u����׃��ԭ�t�M���OӋ�ģ�܈�C�����Ԅӻ����ƣ�ÿ���C�ܵ�݁�Ϳɝu�M�B�m܈����ֱ���@���������K�aƷ�Π����������Π���s����������ʮ�����C�ܣ����Π�εIJ����������Ă��C�ܾͿ����ˡ�܈݁����������ģ���������Ӳ��һ����HRC62���ϣ�ͬ�r���˱��C܈��������Ĺ❍�ȣ���܈݁����Ĺ❍��Ҫ��Ҳ�ܸߡ�
��������݁܈���ͼ��g���a���������L�ͼ��ǽ����ġ����ڳ�Ҏ�İ��܈�C���f�����Լӹ��Ď�䓌��ȷ�����2.5 mm��1500mm�������0.25 mm��3.5mm;���ڳ�Ҏ�ľ���܈�C���f�����Լӹ��ľ��Č��ȷ�����1 mm��30mm�������0.5 mm��10mm������݁܈���ͷ������ӹ������Π���ӣ����ԏĺ��ε�ƽ�浽���s�ġ��]�ϵĔ��档
����һ����f�����ڵ��ߡ�ģ�ӹ����O��ɱ��ߣ����ڲ��P䓰���®a����30000�����ϕr����݁܈����ˇ�Ž��������ڲ��P䓾����®a���tҪ�_��1000T���ϡ��oՓ�ǰ��߀�Ǿ��ĵ�݁܈���a������횱��Cԭ���ϵı���❍�������ڙz��ģ�߱��棬�Է�������Ⱦ�Ͳ����������O��߀��Ҫ���г��ܲ��P�����Ӳ�����^�ߵĻ؏�������������
����(3)���P䓛_�����ͼӹ�.
����ԓ���g���Û_����ģ�߁����a����ĮaƷ�Π���ȵIJ��P䓛_���������a��Ҋ�ڲ��P䓏N�����a��I�����P�偡�����Ҫ��_�����ͣ��N�ߵ��ֱ�Ҳ��Ҫ�_���ۏ����ı⡣�_�������ǙCе���ӵģ�Ҳ������Һ�����ӵģ�������_�r���߀����Һ�����ӵģ�����ڛ_��ȫ�L��Һ���_�������ṩ�M�d������
�����^��������y���g�����ڲ��P䓵ě_�����ͣ������_�����P�����Ҫ������Ҫ�ț_����̼������������60%���ϣ����ԛ_���ęC�ܑ��ܳ�����˴�ě_�����������ң���Q�������}Ҳ���P�I���e�Ǜ_�����P䓕r�ĸ�Ħ�����ߜ�����ɹ�������Ą��������õķ���Һ���黯ҺЧ�����ã���ʹ�Ì��õě_�������ͻ����ظ߉����ӄ��ĝ����ͣ�������@�N�ظ߉����ӄ��������P䓱�����ɸ��g�������ڛ_�����ͺ������������������E��
�������ڛ_��ģ�ӹ��ɱ��^�ߣ�ֻ���ڴ��������a�r�Ų��Û_�����͵ļ��g��
����(4)���P����z�r�|���ͼӹ�.
�����������z�r�|���ͼ��g���Դ���Ƚ���ģ�ӹ��ɱ������Á����aС�����ĮaƷ��
����ԓ���g���õij��͙C����ʹ�óɱ����ߵIJ����Ƴɵģ�������Ӳľ��䓽�h����֬�����ģ���������z�|�������ģ�����z�����nj������z�K��Ҳ�����njӠ����z�K�������Ҫ�ȳ��͙C���߳�30%���ҡ��ڳ��͙C���]�ϕr�����z�K�����P����ϔD�����ͣ������͙Ç��r�����z�|��ԭ�����z�r�|���Է���ʹ�á�
�����������z�r�|���͵Ĺ�ˇ���ԛQ������o���Á����a���s�Π�ĮaƷ�����������a������������Ҳ�ܵ����ƣ��@�N��ˇͨ���Á����a�����1.5mm���µ�С�������P䓲�����
����(5)���P���߅���ͼӹ�.
������߅�C���麆�εď����C���ȿ������քӵģ�Ҳ�����ǙC�ӵġ����εķ��������Џ����돽��ģ�Ͱ�䓰��ι̵ع̶��ڙC�������_�ϣ�����IJ��ֲ��Ϸ�����һ�������_�ϣ�ԓ�����_���؏����돽�������D������ӹ����_�����r�����Ѳ��P䓏���������ĽǶȣ������@�����M�Џ����r�����P��ڹ����_�ϻ��ӡ����ԣ����ֹ�������P䓣������_������ƽ�����ڌ��H�ӹ��^���У�ͨ��������Ĥ���o���P䓱��档
��������Ƭͨ������Ш���Ա��γ��g϶���@�ӾͿ����m���Π��������߅����߅�����ۡ���߅�C�����������a��ߴ��Π�εIJ��P䓱�����Ʒ�������@Щ�aƷĿǰ���������䏝�_�����a�ġ�
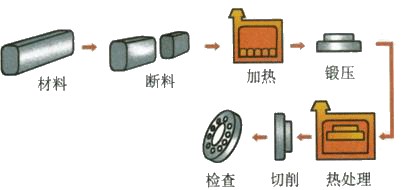
����(6)���P�Ͳ�w���ͼӹ�.
����ͨ�����Ï��巽�������a���N��;���ñ��������Ͳ�w��Ͳ�w�Ρ�
�������y�ľ���C��һ�����{݁���ɸ���䓰����M���{����������݁��������݁�����Ƴ���Ͳ�w��ֱ����߀��һ�N�@�N�C����׃�ͣ����õ�Ҳ������݁��݁�������nj����Ρ���݁�����݁���݁��ͨ�^�݁�����g���a����Ħ���M�����D�ġ���ֱ݁�������ֱ݁����һ�롣
�������������ɷN�O�������a��Ͳ�w����Сֱ�����ֱ݁����50mm�������a��Ͳ�w���ֱ��ȡ�Q�ځ��ϵijߴ硢�C�������ͼ��Ą��ԣ���������r��߀��Ҫ���ⲿ֧�܁팦Ͳ�w�M��֧�Ρ�
|
